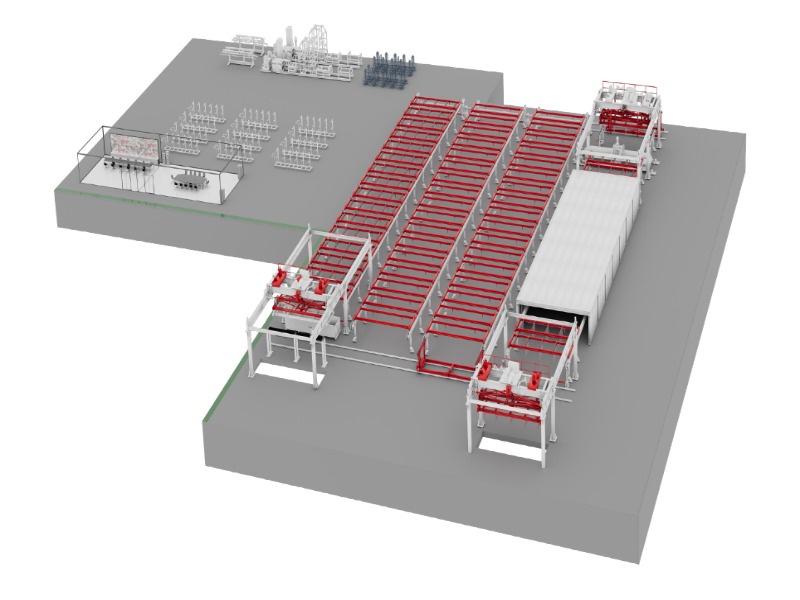
Światowy przemysł budowlany przechodzi zmianę paradygmatu w kierunku zrównoważonych, lekkich i wysokowydajnych materiałów budowlanych. Na czele tej ewolucji stoi autoklawizowany beton komórkowy (AAC), prefabrykowany produkt murarski, który zapewnia wyjątkową izolację termiczną i integralność konstrukcyjną. Wydajność i jakość tego materiału są podyktowane całkowicie precyzją wykonania Linia do produkcji bloków AAC .
Przygotowanie surowców i przetwarzanie gnojowicy
Podstawą każdej linii do produkcji bloków AAC rozpoczyna się od skrupulatnego przygotowania surowców. Podstawowe składniki obejmują zazwyczaj materiały krzemionkowe (takie jak popiół lotny lub piasek kwarcowy) i materiały wapienne (wapno i cement).
W początkowej fazie piasek lub popiół lotny miesza się z wodą i przetwarza w młynie kulowym na drobną zawiesinę. Jednocześnie wapno i gips są kruszone i proszkowane na drobny proszek. Konsystencja i rozkład wielkości cząstek na tym etapie mają kluczowe znaczenie, ponieważ wpływają na reakcję chemiczną podczas późniejszego procesu spieniania. Przetworzona gnojowica jest przechowywana w dużych zbiornikach mieszających, co zapobiega sedymentacji i zapewnia stały dopływ do systemu dozowania.
Precyzyjne dozowanie, mieszanie i odlewanie
Po przygotowaniu surowce przekazywane są do jednostki dozującej i mieszającej – „mózgu” linii produkcyjnej bloków AAC. Ten etap wymaga dokładności, aby zachować właściwości strukturalne produktu końcowego.
System dozowania wykorzystuje automatyczne wagi do ważenia gnojowicy, wapna, cementu i proszku aluminiowego zgodnie z wcześniej określonym wzorem. Składniki te następnie wprowadza się do szybkoobrotowego mieszalnika. Dodatek proszku aluminiowego działa jako środek gazotwórczy. Kiedy alkaliczne wapno i cement reagują z aluminium, uwalnia się gazowy wodór, tworząc w mieszaninie miliony drobnych, jednolitych porów.
Po intensywnym mieszaniu płynną masę wlewa się do dużych form stalowych. Ten proces odlewania należy przeprowadzić w środowisku o kontrolowanej temperaturze, aby zapewnić równomierne rozpoczęcie reakcji chemicznej.
Wstępne utwardzanie i wyrastanie (Etap zielony)
Po procesie odlewania formy transportowane są do komory wstępnego utwardzania. W tym czasie mieszanina „unosi się” jak chleb, gdy wodór zwiększa swoją objętość. Ten etap trwa zwykle kilka godzin w określonej temperaturze i wilgotności.
Pod koniec wstępnego utwardzania materiał osiąga tak zwany etap „zielonego ciasta”. Bloki są wystarczająco mocne, aby można je było przenosić i ciąć, ale pozostają wystarczająco miękkie, aby można je było kroić precyzyjnym drutem. Integralność linii produkcyjnej bloków AAC zależy w dużym stopniu od stabilności tej fazy wstępnego utwardzania, aby zapobiec pęknięciom wewnętrznym lub deformacjom strukturalnym.
Precyzyjne cięcie i kształtowanie
Etap cięcia jest prawdopodobnie imponującą wizualnie częścią linii produkcyjnej bloków AAC. Specjalny dźwig wyjmuje z formy zielone ciasto i umieszcza je na maszynie do krojenia.
Nowoczesne linie produkcyjne wykorzystują dwuosiowy system cięcia:
- Cięcie poziome: Druty stalowe kroją ciasto na żądaną grubość i wysokość.
- Cięcie pionowe/poprzeczne: Ciasto kroi się na określone długości.
Proces ten pozwala na tworzenie bloków, paneli i nadproży o niezwykle wąskich tolerancjach. Ponieważ materiał jest wciąż w „zielonym” stanie, wszelkie odpady powstające podczas cięcia można zawrócić do etapu przygotowania zawiesiny, co czyni linię produkcyjną bloków AAC jednym z przyjaznych dla środowiska procesów produkcyjnych w branży.
Autoklawowanie: reakcja hydrotermalna
Cechą charakterystyczną AAC jest proces autoklawowania. Pocięte bloki ładuje się do dużego zbiornika ciśnieniowego zwanego autoklawem. Tutaj poddaje się je działaniu pary pod wysokim ciśnieniem (zazwyczaj 10 do 12 barów) i wysokiej temperaturze (około 180°C do 190°C) przez około 10 do 12 godzin.
W tych warunkach hydrotermalnych krzemionka i wapń reagują, tworząc tobermoryt – strukturę krystaliczną, która nadaje AAC wyjątkową wytrzymałość, stabilność i ognioodporność. Bez tej specyficznej przemiany chemicznej bloki nie miałyby nośności wymaganej w nowoczesnym budownictwie.
Końcowe przetwarzanie i kontrola jakości
Po zakończeniu cyklu autoklawowania bloki są schładzane i kierowane na linię separacji i pakowania. Ponieważ bloki mogą lekko przylegać do siebie podczas procesu gotowania pod wysokim ciśnieniem, często stosuje się „separator”, aby delikatnie je rozdzielić.
Ostatnim etapem linii produkcyjnej bloków AAC jest rygorystyczna kontrola jakości. Bloki są sprawdzane pod kątem dokładności wymiarowej, wytrzymałości na ściskanie i gęstości na sucho. Po weryfikacji bloki są układane na paletach i pakowane w folię termokurczliwą na czas transportu.
Tabela podsumowań technicznych
Poniższa tabela podsumowuje podstawowe funkcje każdej stacji w standardowym zakładzie produkcyjnym:
| Faza produkcji | Zaangażowany podstawowy sprzęt | Podstawowy cel |
|---|---|---|
| Przygotowanie materiału | Młyn kulowy, zbiorniki na gnojowicę | Osiągnięcie jednolitego rozdrobnienia cząstek i gęstości zawiesiny. |
| Dozowanie/mieszanie | Waga automatyczna, mikser szybkoobrotowy | Precyzyjna formuła chemiczna i inicjacja uwolnienia gazu. |
| Odlew | Formy, samochód dystrybucyjny | Wlewanie mieszaniny w celu równomiernego zwiększenia objętości. |
| Cięcie | Maszyny do cięcia pionowego i poziomego | Kształtowanie zielonego ciasta z dużą dokładnością wymiarową. |
| Autoklawowanie | Autoklawy wysokociśnieniowe | Wywoływanie reakcji hydrotermalnej w celu uzyskania końcowej wytrzymałości. |
| Opakowanie | Separatory, Paletyzatory | Przygotowanie gotowego produktu do logistyki i magazynowania. |
Wniosek
Linia do produkcji bloków AAC stanowi arcydzieło inżynierii chemicznej i mechanicznej. Łącząc automatyczne dozowanie, precyzyjne cięcie drutu i zaawansowaną obróbkę hydrotermalną, proces ten przekształca proste minerały ziemne w rozwiązanie budowlane. Ponieważ świat budownictwa w dalszym ciągu priorytetowo traktuje efektywność energetyczną i redukcję emisji dwutlenku węgla, rola linii produkcyjnej bloków AAC pozostanie kluczowa w kształtowaniu zrównoważonych miast przyszłości.